|
The
No. 3 Bench Lathe was Rivett's first production model of a
7" bench lathe.
|
|
 |
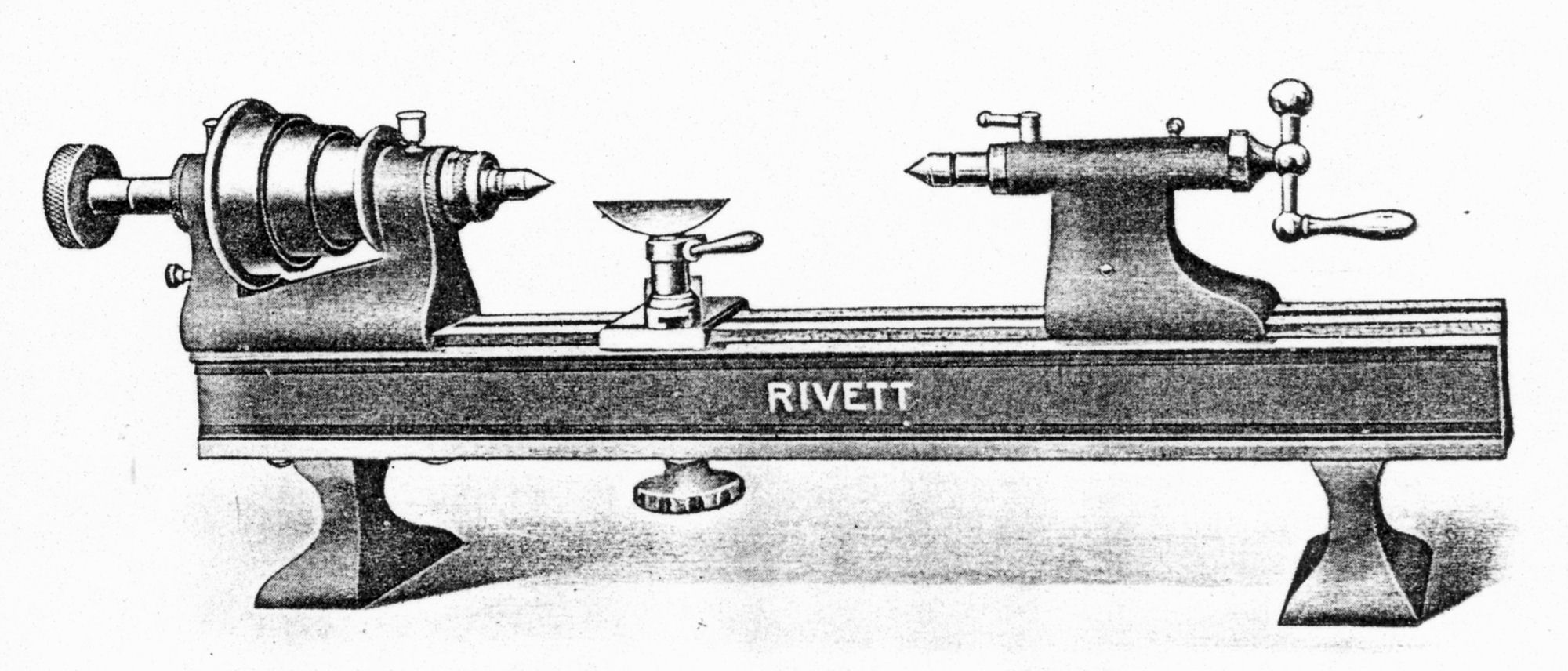
The
No. 3 Manufacturers' Lathe was what came to be known as a
"speed lathe" for production of small parts. The
half open tailstock allowed the rapid change of tailstock
tools, and "can be handled much more rapidly than a
turret."
|
|
 |
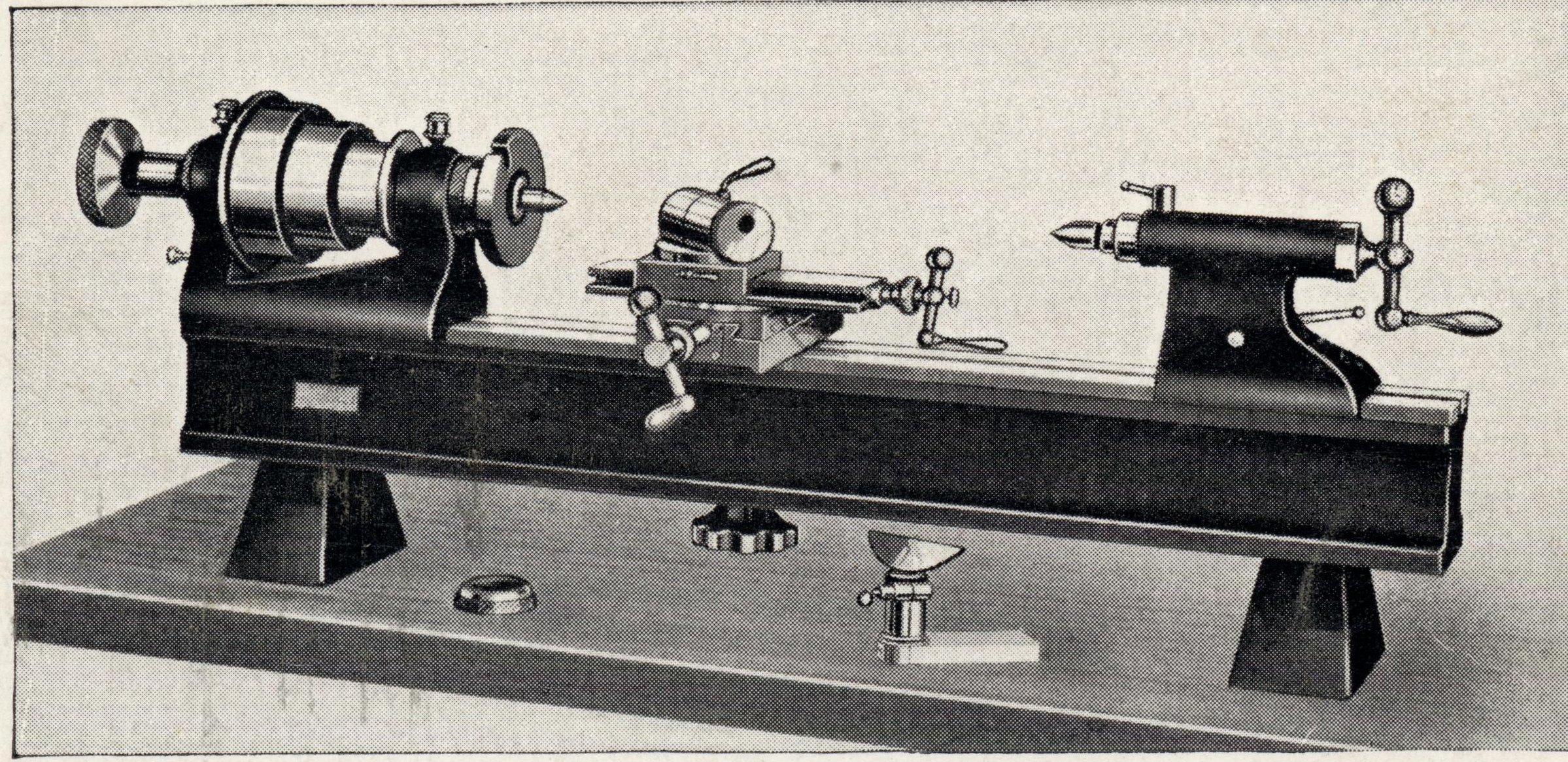
The
No. 3 ½ Bench Lathe was a 7" swing machine like the No. 3,
but built in the style of the No. 4, being finished all
over.
|
|
 |
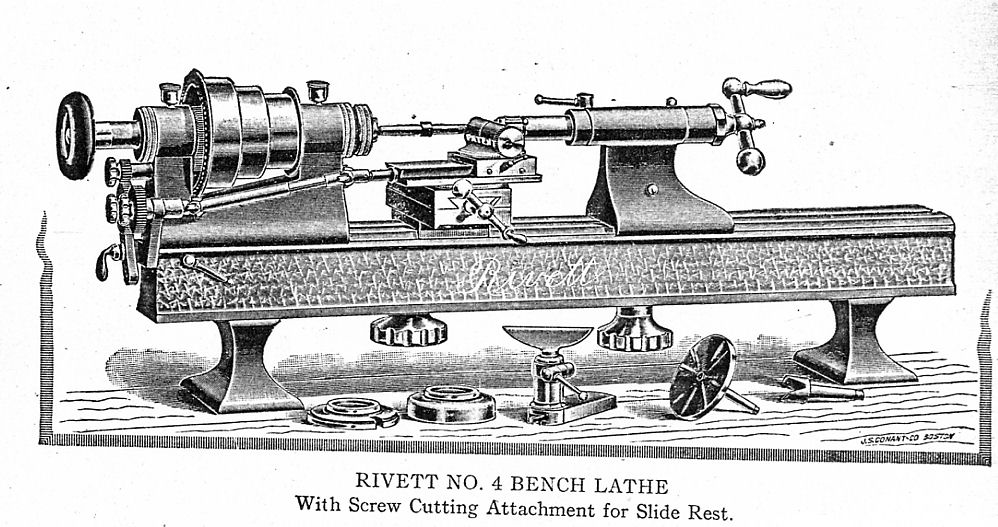
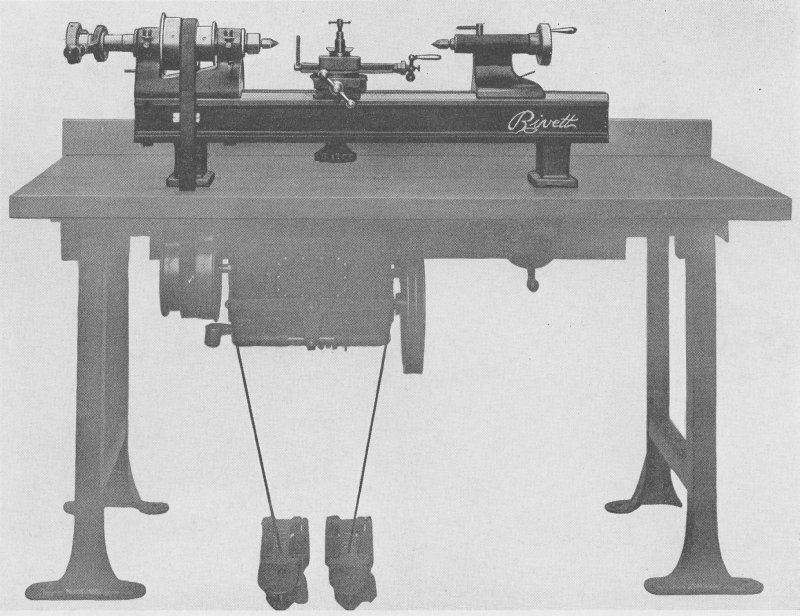
The
No. 4 Bench Lathe was a popular model, with 8" swing. It
used a similar headstock and tailstock construction to the
8" Precision, and was finished all over, scrape finished
and polished. An almost bewildering array of
accessories could be obtained to allow a wide variety of
toolroom turning, milling and grinding as well as
production turning.
|
|
 |
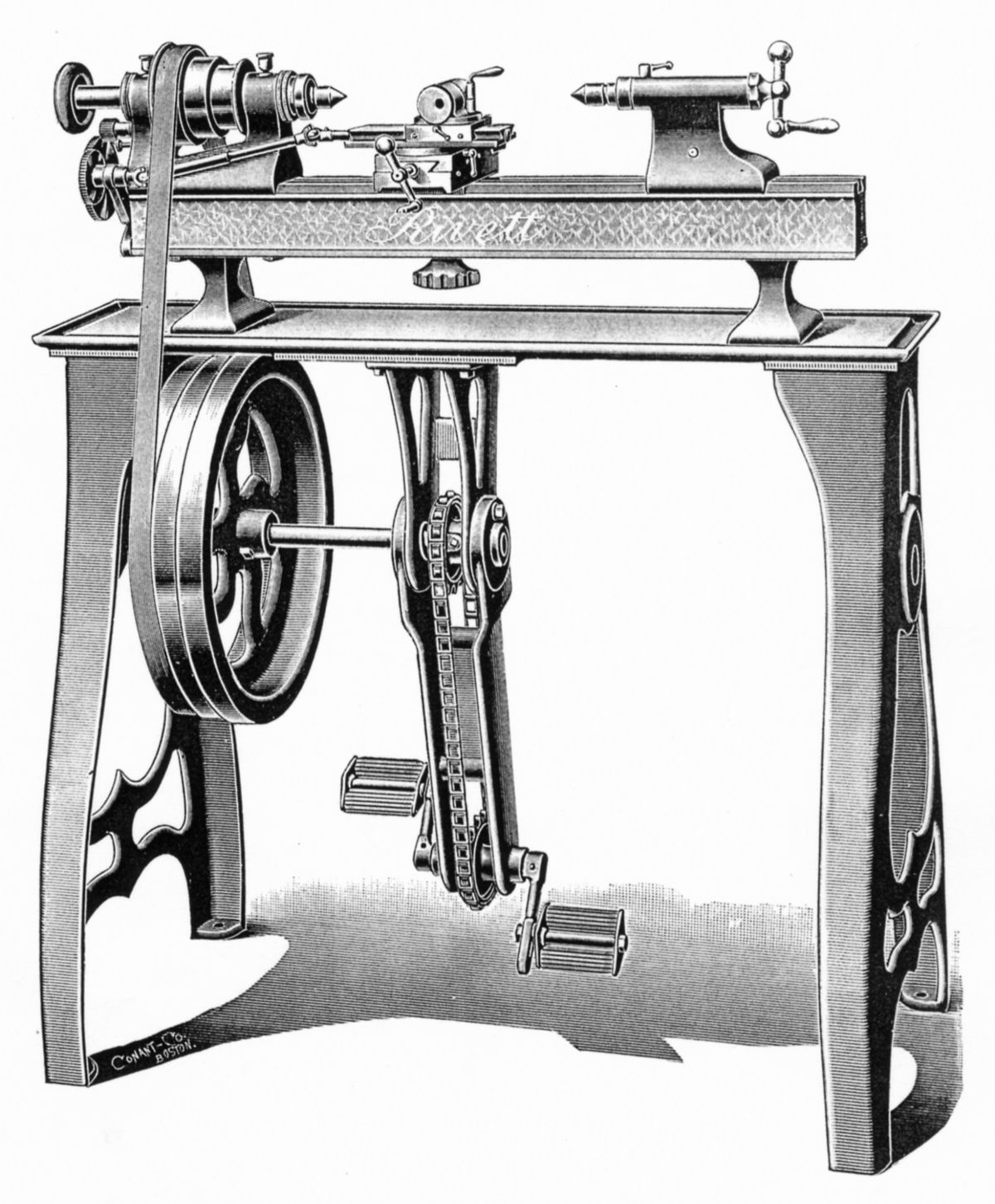
No.
4 Bench Lathe on "bicycle" foot-power stand |
|
|
|
|
 |
No.
5 Manufacturers' Lathe |
|
|
|
|

|
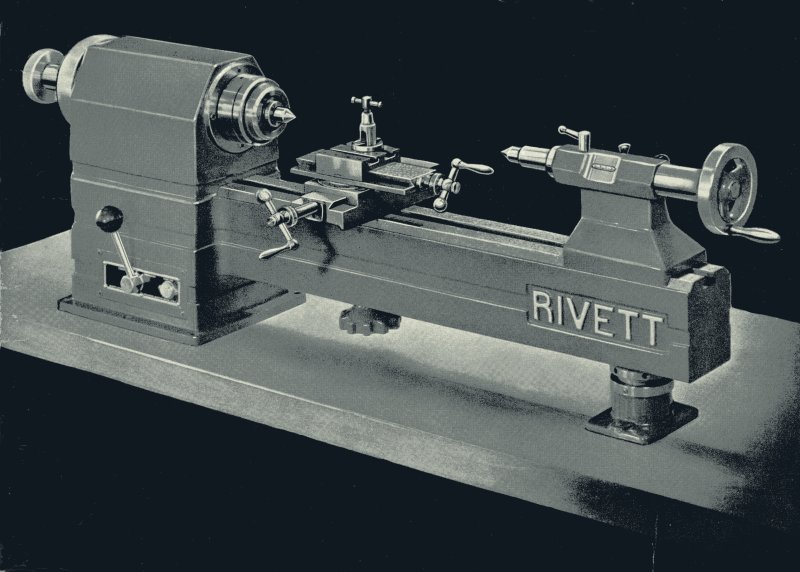
The
No. 505 Plain Precision Bench Lathe was for many years the
flagship plain lathe offered "for precision toolmaking and
accurate light manufacturing." Over the years, it
was provided with headstocks utilizing either double
tapered plain bearings or ball bearings and accepting 3NS,
4NS, 5NS, 5C and, remarkably, 6H collets. The usual
bewildering array of attachments was available including
turrets, ball turning rests, slotters, relieving
attachments, grinding spindles, milling attachments and a
variety of tailstocks. The 505 had the longest
production of any Rivett lathe except the 608, starting
sometime prior to 1920 and continuing until 1953.
Sales Brochure (PDF)
|
|
|
|
|
|

|
The
Rivett 507 was a less highly finished bench lathe intended
to sell for a more modest price than, for example, the
505. In earlier years of production, it was known as
the Rivett Junior Bench Lathe No. 507, while in later
years it was merely the Series 507. An emphasis on cost
was achieved "by making the design as simple as the
function of the part will permit, by avoiding machined
finish on non-working surfaces, by reducing hand labor to
a minimum, and by the employment of a new and complete
equipment of special manufacturing tools and fixtures,
which assure uniformity and aid in lowering expense."
Like the more expensive machines, a
wide variety of accesories was available for miling,
grinding, indexing and production via turret tailstocks
and lever cross slides.
Production was about 250 lathes from
1926 to 1940.
Sales
brochure from 1932 (PDF)
|

|
|
|
|
|
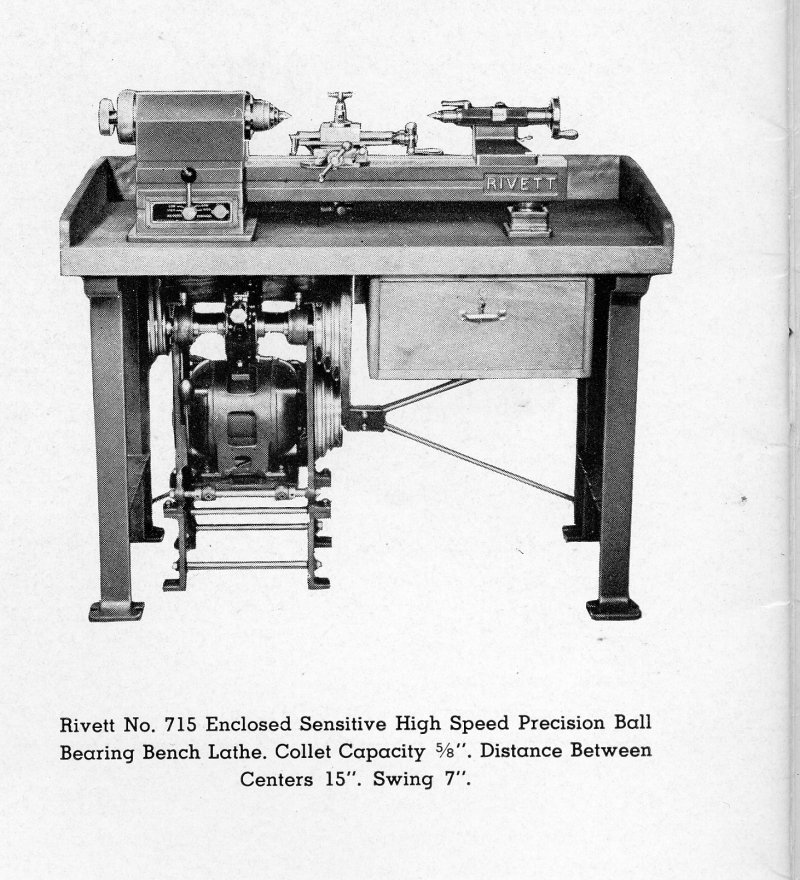
The model 715 second operation lathe was similar to
the 918 except for a reduced capacity of 7" swing and
15" between centers. It incorporated a key-drive
long taper spindle similar to, but smaller than, the
standard L00. The inside of the spindle incorporated a
4C collet seat. A two speed motor, two step pulley
between the motor and clutch box, and a dog clutch
selection between two different pulley reductions
provided eight spindle speeds between 150 and 3500 rpm.
The tailstock travel, as well as slide rest motions,
were all graduated in thousandths. The machine
weighed 650 pounds.
As was common for bench lathes of this era, a
dizzying array of accessories was available to allow the
lathe to do dividing, milling, grinding and sawing.
Production was about 180 from 1942 to 1953.
Model 715 User's Manual
(pdf)
|
|
|
|
|

|
The
model 918 second operation lathe was introduced in 1938
and ceased production in 1960. During that time, about
2100 918's were made, making it the largest production
large Rivett lathe. Like the 608, many of these were
produced during World War 2 for use in manufacturing war
materièl. |

|
|
|
|